チタン
このページでは、「チタン」の深穴加工について、わかりやすく解説しています。
チタン製素材の深穴加工の特徴
加工に優れた高品質な素材
高品質な素材として知られる「チタン」の特徴は、アルミニウムや鉄といった他の金属と比べても、加工において優れた点が多くあります。例えば、チタンの強度は「鉄の2倍」と言われるほどですし、さらにしなやかで、とても軽く、熱にも強いのです。
硬質で銀色の見た目からして、チタンに特別さを感じる方がいるかもしれません。
高い加工技術が求められる
「チタン」は非常に強度が高いため、加工が難しい素材(難削材)でもあります。例えば、切削加工ひとつを取っても、チタン加工のために特別に設計された機械が使用されていることさえあります。
高品質で万能と言われるチタンだからこそ、それを加工する業者にも高い技術力が求められます。深穴加工を業者に依頼するなら、チタンの加工に関する実績を事前に確認してみましょう。
コストが高い
素材の値段が高いということも「チタン」の特徴のひとつです。チタンは非常に高品質な素材ですが、製造にも手間がかかるため、世界的に生産量があまり多くありません。そのため、仕入れるにも、非常にコストがかさんでくるのです。
製品にチタンを使用するかどうかは、性能だけでなく、コスト面でもしっかりと検討する必要がありそうです。
チタン製素材の深穴加工事例
二九精密機械工業のガンドリル加工
引用元HP:二九精密機械工業株式会社
https://futaku.co.jp/tec0603/
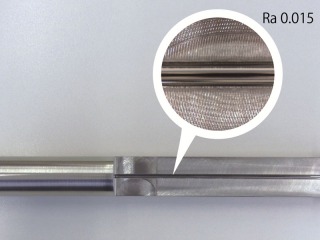
京都府京都市にある「二九精密機械工業株式会社」の加工事例です。穴径φ1.7、深さ160mm、ガンドリルによって深穴加工が施されています。面粗度もRa0.015と、仕上がり面が綺麗に仕上げられているのも特徴です。
丸高製作所のガンドリル加工
引用元HP:有限会社丸高製作所
https://www.marutaka-ss.com/case/277/
長野県岡谷市の「丸高製作所」の加工事例です。加工径はφ20mm、深さ380mm。ジャンボジェット機に使われるボルト部品です。精密さが求められる加工も対応しています。
深穴加工の技術による
ガンドリル加工の事例をもっと見る