野口精工 株式会社
金属加工一筋お客様第一主義を掲げて特殊な製品にも対応できる、野口精工の深穴加工の特徴をご紹介します

引用元:野口精工(http://www.noguchiseiko.co.jp/)
野口精工 株式会社の深穴加工
創業51年金属加工一筋だからこその信頼性
野口精工は1970年に野口製作所として創業依頼、金属加工一筋でアルミやステンレス、真鍮や鉄をメインとした加工製品を提供しています。
試作品や量産品も対応し、自動車部品や工具、専用機部品、特殊製品までその技術力を発揮。お客様第一主義で、深穴加工についても報連相を重視して高品質な製品づくりを実現しています。
ガンドリルにマシニングを取り付ける特殊な深穴加工
野口精工の深穴加工に用いるのは、ガンドリル専用機ではありません。少し変わった方法ですが、マシニングセンタにガンドリルを取り付ける加工方法を採用しています。
この方法だと、深穴加工と共に、マシニング加工ができるのがメリット。φ4~φ15、長さ550mmまで深穴加工に対応し、複数の穴あけから、製品の一箇所のみに深穴を開けたい要望まで、柔軟に対応できます。
精度を高める品質にこだわった管理と取り組み
単純に加工して終わりではなく、品質にこだわる姿勢を貫いている野口精工。ノギスや専用マイクロメーターにより寸法を測定した、精密な加工を行なっています。三次元測定機や投影機を使用し、厳しい条件の精度にも対応しているのが特徴です。
三次元測定機にトラブルが起きないよう、設置した室内環境も管理。投影機では、三次元測定機でも測定が厳しい箇所もカバーしています。熟練の職人と測定器により精度を高めているのです。
穴の深さや穴径の大きさ、素材により、複雑さが変わる深穴加工。
お願いしていたのに途中で難しいと返されてしまうことも少なくありません。
このサイトでは、トラブルの時でも頼れる、即日加工可能な業者を特集しています。
おすすめの上がりの早い深穴加工業者3選を紹介しているので、要チェックです。
野口精工 株式会社で対応可能な深穴加工
野口精工 株式会社の深穴加工設備
野口精工 株式会社の特徴
1970年の創業以来、金属加工一筋で培ってきた技術力と経験があります。ガンドリルとマシニングを合わせた深穴加工のため、効率的に加工を行なえるのが他社に負けない強みです。
ノギスやマイクロメーターにより、寸法をチェックし、必要なら三次元測定機や投影機も使っています。熟練の職人と徹底した品質管理にこだわった製品を、世に送り続けている会社です。
野口精工 株式会社の加工事例
A5052(アルミ合金)
引用元HP:野口精工株式会社 公式HP
http://www.noguchiseiko.co.jp/product.html
材質はA5052、サイズは280x180x50の包装機部品です。φ8.1~12.1×280mmを、ガンドリルとMCを使用して加工し仕上げています。
BS
引用元HP:野口精工株式会社 公式HP
http://www.noguchiseiko.co.jp/product.html
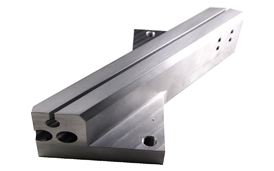
材質はBSで、包装機の部品を加工しています。ガンドリルとMCによって加工しており、サイズは380x40x50、φ10~15.1×380mmです。
A5052
引用元HP:野口精工株式会社 公式HP
http://www.noguchiseiko.co.jp/product.html
A5052を使った包装機部品の加工事例です。ガンドリルとMCによって加工製品しており、サイズは500x50x45、φ12.6×500mmです。
野口精工 株式会社の会社概要
| 会社名 |
野口精工 株式会社 |
| 所在地 |
群馬県富岡市相野田743番地 |
| 営業時間 |
要問い合わせ |
| 定休日 |
要問い合わせ |
| 拠点 |
本社のみ |
| 最短納期 |
要問い合わせ |
| 電話番号 |
0274-63–5628 |
| 公式サイト |
http://www.noguchiseiko.co.jp/ |