BTA加工
このページでは、中径~大径に適した深穴加工の技術のひとつである「BTA加工」について、わかりやすく紹介していきます。
BTA加工とは
ボーリング・トレパン加工の略称である「BTA加工」は、そもそもは大砲の銃身を製造するために開発された技術ということもあり、中径~大径の深穴加工に適した技術です。
高圧の切削油を送りながら穴あけ加工を行うBTA加工では、深穴の内側を傷つけることがないため、非常に美しい仕上がりが実現することができます。現代の穴あけ加工を代表する技術と言えるでしょう。
BTA加工の強み
美しい深穴に仕上げる
加工物に対して非常に高圧の切削油を送りながら穴あけを行う「BTA加工」。切削は深穴の内面に触れることなく切削油によってながされていくため、非常に美しい内面に仕上がるのが特徴です。切削油は再利用されます。
大型の穴あけが得意!
専用の加工刃物を使う「BTA加工」は、主に小径の穴あけに適しているガンドリル加工の刃物とは異なり、中型から大型の穴をあける加工に強みがあります。
大径と言っても、ガンドリル加工と比べて加工精度が劣ることはありません。良好な仕上げ面とあわせて、美しい深穴を加工します。
BTA加工の弱点
小径の穴には適していない
使用される目的が異なるため弱点とは言えないかもしれませんが、「BTA加工」は一般的にφ24~φ75程度の中経から大径に適した深穴加工技術です。そのため、基本的に小さな穴あけニーズには対応することができません。
高い技術力が求められる
切削油の送りをはじめ、「BTA加工」には高い技術力が求められます。また、非常に高い加工精度を実現するBTAマシンは、同時にとても高価であるため、BAT加工の依頼は、しっかりと設備を整えている深穴加工業者に行うようにしましょう。
穴の深さや穴径の大きさ、素材により、複雑さが変わる深穴加工。
お願いしていたのに途中で難しいと返されてしまうことも少なくありません。
このサイトでは、トラブルの時でも頼れる、即日加工可能な業者を特集しています。
おすすめの上がりの早い深穴加工業者3選を紹介しているので、要チェックです。
BTA加工の対応深さ
中径から大径の穴あけ加工に適している「BTA加工」では、一般的にΦ20~Φ350の範囲の穴あけに対応しています。これらの穴径を想定する場合、BTA加工の対応深さは、最大10,000Lほどとされています。
BTA加工で加工できる素材
「BTA加工」が対応できる素材としては、ステンレス鋼や構造用鋼、プリハードン鋼、軸受鋼、工具鋼などがあげられます。
企業によっては、さらにアルミニウムや銅、樹脂、チタンなどの素材にもBTA加工を行うことができるようです。
深穴加工の種類と特徴まとめ
BTA加工の例
名西深孔のBTA加工
引用元HP:株式会社名西深孔
https://fukaana.co.jp/works/index.html
愛知県海部郡飛島村の「株式会社名西深孔」によるBAT加工の事例です。穴径はφ76.8(±0.25)。深さは、630L貫通です。寸法誤差はφ76.7(±0.1mm以内)におさまっており、BTA加工の仕上がり精度の良さがわかります。
名西深孔のBTA加工
引用元HP:株式会社名西深孔
https://fukaana.co.jp/works/index.html
こちらもおなじく「株式会社名西深孔」によるBAT加工の事例。穴径はφ160という大きさで、これを深さ1880Lの長さで貫通させています。寸法誤差は±0.1mm以内におさまっています。旋盤加工も行われています。
不二新製作所のBTA加工
引用元HP:株式会社不二新製作所
https://fujishin.jp/post-824/
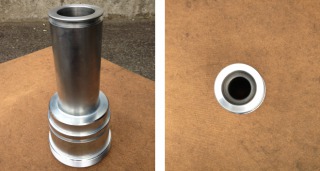
大阪府大阪市の「不二新製作所」によるBTA加工の事例です。シリンダー部品の製作を行っており、素材にはSCM440調質を使用。BTA加工を行った後、内径ホーニング加工や旋盤加工も組み合わせて実施しています。
日本高速削孔のBTA加工
引用元HP:日本高速削孔株式会社
https://www.sakkou.co.jp/BTA/Photo.html
神奈川県川崎市の「日本高速削孔株式会社」によるBTA加工の事例です。こちらは、機械部品として使われる偏芯穴加工になります。このほかにも、φ460もの大径スリーブや大型シリンダーをBTA加工で製造しています。