アルミ合金
このページでは、「アルミ合金」の深穴加工について、わかりやすく解説しています。
アルミ製素材の深穴加工の特徴
合金になると強度が上がり、加工しやすい
「アルミ合金」とは、熱が伝わりやすい、軽い、加工しやすいといった特徴があるアルミニウムを主体に、銅やマンガン、ケイ素といった異なる物質を配合することで、剛性や耐熱性など、製造する製品に必要にな条件を整えた合金のことです。
異なる金属を混ぜ合わせることで、傷つきやすい、強度が劣っているといったアルミニウムのデメリットを解消させています。
強度が高いため、複雑な形状の加工や溶接による加工もしやすいのが特徴です。
様々な素材として使われている
非常に種類が豊富な「アルミ合金」は、使用されている用途も多様です。
例えば、アルミニウムに銅を配合したNo.2000~のアルミ合金は、鉄鋼材料に近い強度を有しており、航空機部材として使われています。あるいは、ケイ素を配合したNo.4000~のものは、熱膨張率が抑えられており、耐摩耗性も高いため、繰り返し運動があるピストン部品などに使われています。
名称番号によって判別できる
アルミ合金の名称には、4桁の数字からなる「国際アルミニウム合金名」が使用されることになっています。アルミ合金は、それぞれで配合されている物質が異なるため、番号によってそれがどのような性質のアルミ合金であるのか、判断できるようになっているのです。
番号には純アルミニウムを示すN0.1000からNo.8000までがあり、非常に多様な種類があります。
アルミ製素材の深穴加工事例
野口精工のガンドリル加工
引用元HP:野口精工株式会社
http://www.noguchiseiko.co.jp/gundrill.html
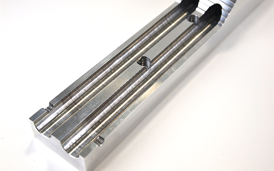
群馬県富岡市の野口精工株式会社の事例です。ガンドリル加工をアルミ合金に施しており、野口精工では最大Φ15、深さ550mmの深穴加工に対応しているようです。こちらの画像は深穴加工の断面サンプルになります。
不二新製作所のガンドリル加工
引用元HP:株式会社不二新製作所
https://fujishin.jp/page-2292/
大阪府大阪市の「株式会社不二新製作所」の事例です。No.5000系のアルミ合金を深穴加工した画像になります。No.5000系は、加工性も高く、強度・侵食性も強化されている素材。バイク部品などにも使われています。
日本高速削孔のガンドリル加工
引用元HP:日本高速削孔株式会社
https://www.sakkou.co.jp/BTA/Photo.html
神奈川県川崎市の「日本高速削孔株式会社」の事例です。同社では小型~中径の深穴加工を手がけており、アルミニウム部品の穴あけ加工も対応しています。様々な部品の素材になるアルミ合金のポテンシャルが見えてくるようです。
深穴加工の技術による
ガンドリル加工の事例をもっと見る