大塚精工株式会社
このページでは、大塚精工株式会社の深穴加工についてまとめています。加工技術の特徴や設備に加えて、企業の特徴や加工事例についても紹介していますので、ぜひ参考にしてみてください。

引用元:大塚精工株式会社(https://www.otsuka-pr.co.jp)
大塚精工株式会社の深穴加工
精密な微細穴加工にも対応
各種金属及びセラミックスの精密加工を手がけている大塚精工株式会社。最小径φ0.08mmといった、微細穴加工にも対応が可能。このような細かい作業でも、割れや欠けのない美しい加工が可能(実案件で実績あり)。ノズルやシムスペーサーなど、セラミックスを使用することによって、部品の小型化や高精度化ができます。
主にファインセラミックスの精密加工を行っている
大塚精工株式会社では、ジルコニア、アルミナ、窒化アルミ、窒化珪素、炭化珪素など、主にファインセラミックスにおける精密加工を行っています。セラミックスを用いた場合でも、金属と同様に複雑な形状や高精度な仕上がりを実現できます。
アルミナ微細深穴加工で50Dを実現
これまでは穴径寸法の10倍(10D)の深さまでの加工が限界だったものの、大塚精工株式会社では、加工方法や工具、条件設定などを追及した結果、穴径寸法の50倍(50D)の深さまで加工可能に。深穴加工工具としては、φ1.0mm工具の場合は穴深さ50mmまで、φ0.5mm工具の場合は穴深さ25mmまで、φ0.3mm工具の場合は穴深さ15mmまで可能となっています。使用加工機は、グライディングセンターとなっています。
ジルコニアや窒化アルミ、炭素珪素といったアルミナ(黒)材以外での材質でも深穴加工や高精度化に挑戦していく予定とのことです。
穴の深さや穴径の大きさ、素材により、複雑さが変わる深穴加工。
お願いしていたのに途中で難しいと返されてしまうことも少なくありません。
このサイトでは、トラブルの時でも頼れる、即日加工可能な業者を特集しています。
おすすめの上がりの早い深穴加工業者3選を紹介しているので、要チェックです。
大塚精工株式会社で
対応可能な深穴加工
大塚精工株式会社の設備
- 微細穴放電加工機
- 超精密ワイヤー放電加工機(リニア)
- ワイヤー放電加工機
- グライディングセンター など
大塚精工株式会社の特徴
治工具を製作してきた経験の中で培った、精密加工に関するノウハウを持つ大塚精工株式会社。さらに、高性能な工作機械の設備を活用することにより、現在はセラミックスやチタンなどを素材とした超精密機構の部品や生産治具の製作を手がけています。同社で製造した部品は、医療をはじめとする幅広い分野で活用されています。
大塚精工株式会社の加工事例
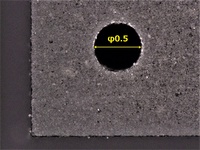
アルミナ微細深穴加工
引用元HP:製造業関連情報総合ポータルサイト@engineer
https://www.atengineer.com/pr/ohtsuka/20190325001.html
穴径寸法の50倍(50D)の深さまで加工を行った事例。
材質はアルミナ(黒)、穴径φ0.5mm、穴径公差±0.05mm、穴深さ25mm、穴の真直度:0.1mm程度。
大塚精工株式会社の会社概要
| 会社名 |
大塚精工株式会社 |
| 所在地 |
福岡県糟屋郡志免町別府東3-4-6 |
| 営業時間 |
要問い合わせ |
| 定休日 |
要問い合わせ |
| 拠点 |
- 埼玉営業所:埼玉県さいたま市大宮区高鼻町1-80-4F
- 新潟営業所:新潟県魚沼市原虫野385番地
|
| 最短納期 |
要問い合わせ |
| 電話番号 |
092-931-2511 |
| 公式サイト |
https://www.otsuka-pr.co.jp |